
立匠精密在精密加工与特种加工方面有哪些综合能力?能提供哪些精密加工与特种加工?
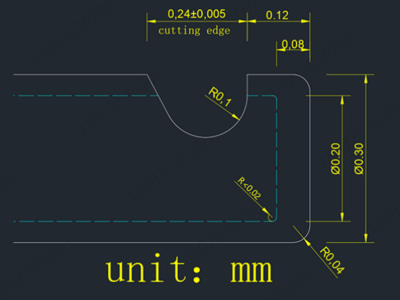
立匠精密是国内专业的 精密加工与特种加工 源头供应商和代加工厂家,给用户提供超精密的微细加工定制服务。支持复杂、疑难零件定制,1件起做。最高加工精度公差可达到±0.001mm,最优粗糙度Ra0.05um,平面度0.001mm,平行度0.002mm,垂直度0.002mm,圆度0.001mm,同轴度0.003mm。精密加工与特种加工 使用微细电极(电极结构可小到 0.01mm)进行放电加工,可以制造传统加工方法无法实现的微细特征,如微孔(直径小到 φ0.02mm、深径比可达 50:1)、微轴(直径小到 φ0.05mm、同轴度 0.002mm)、微型凹槽结构0.02 mm *0.07mm、微型模具(微流控芯片模具、微型注塑模)以及方孔、多边形孔等微细异形孔。主要应用于微型医疗器械、精密模具、微流控芯片、光纤连接器、喷丝板等领域。依托高精度定位系统(分辨率 0.1μm)、超细电极制作技术和精密放电控制系统,立匠精密可以实现微米级加工精度,为客户提供高质量的零件精密加工与特种加工定制服务。
精密加工与特种加工是源自传统电火花加工的高端精密特种加工技术,专注于微小零件、微孔、微三维结构与复杂轮廓的高精度制造,通过微能脉冲电源、微细电极、精密伺服控制及优化加工参数实现稳定加工,最小电极可达 Φ0.01mm,孔径 Φ0.01mm~0.3mm,深径比最高可达 50:1,尺寸精度可达 ±0.001mm,超高精度可达 0.0005mm,表面粗糙度最优至 Ra0.05μm。立匠精密在微型微细电火花加工、电火花微细钻孔、医疗微细加工、精密微细电火花加工、及微型加工领域技术成熟,可提供从微孔、深孔、斜孔到复杂微结构的常规与定制加工,广泛服务于航空航天、医疗器械、精密模具、微电子、MEMS、化工纤维等行业,以微米至纳米级的精度控制、稳定工艺与完善的在线监测补偿方案,为客户提供高品质超精密微加工服务。
立匠精密如何以微能放电实现高精度 微型微细电火花加工 微细加工?
一家定位专业精密加工与特种加工源头供应商和代加工厂家,应该完全能控制到微米级孔径、槽宽、位置精度。立匠精密工艺上采用微小电极φ0.01-0.5mm,加工微孔φ0.02-1mm、微槽宽度0.03-0.5mm、深径比≥20。微能量脉冲放电时单脉冲能量仅为 10⁻⁹–10⁻⁶J,材料去除量小,表面粗糙度 Ra0.2–0.8μm,热影响区小于 5μm,大幅降低微结构边缘熔塌和微裂纹的风险,这就是 精密微细电火花加工技术的基础。
立匠 如何保障微细电火花加工过程稳定可控?
没有高精度设备和检测系统支撑,将无法保障加工稳定可控,也就不能按期完成交付。作为专业 精密加工与特种加工 供应商,立匠精密配置专用微细电火花机,电极直径范围为 φ0.01–0.5mm,加工精度可以达到±0.003mm,表面粗糙度大约为 Ra0.4μm。显微镜观察系统放大倍数为100-500倍,可以实时监测加工区域,定位精度为±0.001mm。微细电极采用微细线切割、微细磨削制备,电极直径φ0.02mm,圆度0.002mm,表面光滑,利于放电稳定。自动进给伺服控制进给精度0.0001mm,间隙自适应调节,防止短路断丝,配合1μm级过滤精度的工作液循环系统,保证精密加工与特种加工微细电火花加工过程稳定可控。
立匠精密如何保障微细电极与深孔多孔加工精度?
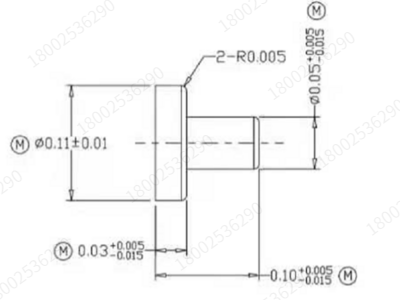
如果电极制备不合理、放电参数设置不正确、深孔加工将容易积碳或烧伤,很难真正达到微细结构精密加工要求。立匠精密的工艺控制标准是用钨丝 φ0.01-0.3mm 通过电解减径制备出φ0.02-0.1mm 微细电极,圆度达到 0.001mm,铜电极 φ0.05-0.5mm 用微细铣削或者线切割加工,表面粗糙度 Ra0.2μm。放电参数为开路电压80-200V、峰值电流0.1-5A、脉宽0.1-10μs、放电间隙0.005-0.02mm,根据不同的材料和结构来设定工艺窗口。深孔加工时用0.5~2MPa高压工作液冲洗,深孔φ0.1~0.5mm、深径比≥30仍能保持良好的垂直度和表面质量;阵列多孔加工可以在同一个基准上完成多孔同步加工,位置精度约为±0.005mm、孔距一致性好,适合喷嘴、喷墨头等多孔零件的批量生产。
立匠精密如何实现高端领域 微型微细电火花加工 批量稳定加工?
立匠精密公司的高精度精密加工与特种加工服务已经覆盖到多个高端应用领域,医疗微细手术器械、微创手术刃具0.006~0.3mm、精密模具方面可以加工模具微细型腔、手机按键轮廓、精密小模数齿轮,深窄槽宽度约 0.1mm、深度约 3mm,微小导柱导套直径 φ0.1–3mm,配合间隙约 0.005mm、尺寸精度 ±0.003mm。微创器械上 φ0.3-1mm 密集孔阵列位置精度约 ±0.005mm,药物输送微针孔径0.05-0.2mm,长度 1- 5mm,深径比≥20,符合一次性精密医疗器械的要求。
在航空航天中喷嘴孔直径0.1~0.3mm、数量20~100个,用精确角度控制得到良好的雾化;叶片冷却孔直径0.3~0.8mm、倾斜角30°~45°、深度≤20mm,保证冷却效率和结构强度的平衡。电子和半导体领域,喷墨打印头喷孔直径为0.02mm~0.05mm,喷孔密度为100孔/cm²~300孔/cm²,喷孔位置精度为±0.003mm;半导体引线框架槽宽为0.05mm,深度为0.3mm,表面粗糙度为Ra0.2μm。精密仪器中光纤插芯孔径为0.125mm,精度为±0.001mm,垂直度约为0.003mm,微流控芯片通道宽50-200μm,深100-500μm,可以加工复杂的网络结构。
立匠精密已经为华为,富士康等客户提供微细零件的精密加工与特种加工服务,年产微细零件数万件,微米级精度、稳定质量、成熟工艺的持续表现,体现出国内精密加工与特种加工制造商、供应商在超精密微细加工领域的技术优势。

 客服
客服